
资讯中心NEWS CENTER
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展智能化控制数据分析与优化:利用数据采集系统收集生产线上的各种数据(如生产周期、产品质量、设备故障率等),并进行深入的数据分析。通过数据分析找出生产过程中的瓶颈和潜在问题,提出改进措施和优化方案。智能算法应用:引入智能算法(如机器学习、神经网络等)对生产线进行优化控制。例如,利用机器学习算法预测设备故障、优化生产参数、提高产品质量等。远程监控与维护:建立远程监控系统,实现对生产线的远程监控和故障诊断。当生产线出现故障时,技术人员可以通过远程监控系统快速定位问题所在,并给出解决方案。此外,远程监控系统还可以提供生产数据的实时传输和共享功能,方便管理人员进行决策分析。铁模覆砂工艺中的余热回收技术,有助于降低能耗和减少碳排放。辽宁省工业铁型覆砂线

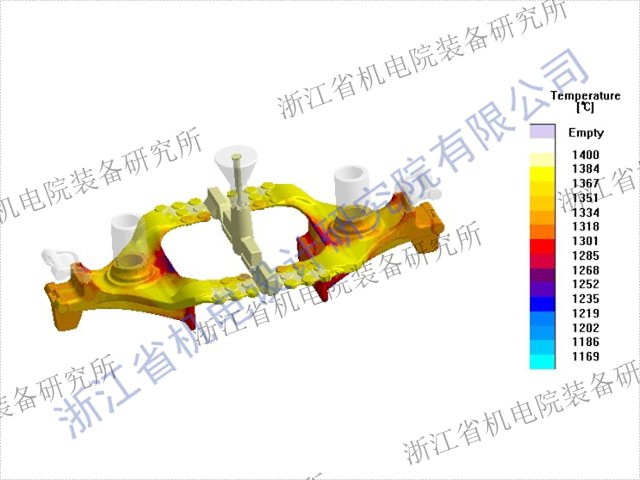
解决了铁型覆砂铸造用于批量生产的一系列问题,主要是:①设计和定型了覆砂造型机,解决了长期以来由射芯机改装代用的问题;②)定型规范了标准的铁型覆砂铸造生产线,使原来比较简单的铁型覆砂铸造生产线得到了改进,在上海球铁厂等企业应用;③铁型覆砂铸造应用扩大到铸造工艺难度较大的一些铸件,例如六缸曲轴和三缸曲轴等;④将覆膜砂引入铁型覆砂铸造生产中,**提高了覆砂造型质量;⑤铁型覆砂铸造工艺设计进,步规范,设计水平也**提高,并开发了铁型覆砂铸造过程的计算机模拟软件和引入了铁型覆砂铸造工艺的计算机辅助设计软件。福建汽车行业铁模覆砂铸造机械合理的砂料选择和配比对于提高铁模覆砂效果至关重要。
铁型覆砂造型机的生产效率受多种因素影响,包括设备设计、自动化程度、生产环境、原材料质量以及操作人员的技能水平等。尽管无法直接给出具体的生产效率数值(如每小时生产多少铸件),但可以从以下几个方面来评估其生产效率:自动化程度:现代化的铁型覆砂造型机通常具备较高的自动化水平,能够自动完成覆砂、压实、加热、排气等一系列工序,**减少了人工干预,提高了生产效率。生产能力:铁型覆砂造型机的生产能力与其设计参数和配置密切相关。例如,一些先进的生产线可能包含多台造型机,能够同步或交替作业,从而显著提高整体生产能力。生产环境:良好的生产环境,如适宜的温度、湿度和粉尘控制,有助于保证造型机的正常运行和覆膜砂的固化效果,进而提高生产效率。原材料质量:优质的覆膜砂原材料能够确保砂型的稳定性和精度,减少废品率和返工率,从而提升生产效率。操作人员技能:熟练的操作人员能够准确、快速地操作造型机,并及时处理生产中遇到的问题,有助于保持生产线的连续性和稳定性。
在铁模覆砂生产线中,实现自动化和智能化控制是提高生产效率、保证产品质量、降低人力成本的重要途径。以下是一些关键步骤和技术手段,用于实现铁模覆砂生产线的自动化和智能化控制:自动化控制PLC控制系统:引入可编程逻辑控制器(PLC):PLC作为生产线自动化的中心,负责接收传感器信号、执行控制逻辑、驱动执行机构等。通过编写PLC程序,可以实现对生产线各个环节的精确控制。模块化设计:将生产线分解为多个模块(如合模模块、射砂模块、冷却模块、脱模模块等),每个模块由PLC的一个或多个程序块控制。通过调用这些程序块,可以灵活地组织生产流程。环保要求的提高促使铁模覆砂工艺在减少粉尘排放方面进行了多项改进。

覆膜砂的特点:具有适宜的强度性能;流动性好,制出的砂型、砂芯轮廓清晰,组织致密,能够制造出复杂的砂芯;砂型(芯)表面质量好,表面粗糙度可达Ra=6.3~12.5μm,尺寸精度可达CT7~CT9级;溃散性好,铸件容易清理。适用范围:覆膜砂既可制作铸型又可制作砂芯,覆膜砂的型或芯既可互相配合使用又可与其它砂型(芯)配合使用;不仅可以用于金属型重力铸造或低压铸造,也可以用于铁型覆砂铸造,还可以用于热法离心铸造;不仅可以用于铸铁、非铁合金铸件的生产,还可以用于铸钢件的生产。不断研发新技术和新工艺,是铁模覆砂工艺持续发展的动力源泉。福建汽车行业铁模覆砂铸造机械
加强与科研机构和高校的合作,有助于推动铁模覆砂技术的创新和发展。辽宁省工业铁型覆砂线
铁型覆砂铸造生产线主要由造型线、浇铸线、机动辊道线以及相关的设备组成。具体设备包括造型机、合箱机、开箱机、翻转机、浇注设备等。铁型覆砂铸造生产线的工艺流程大致如下:砂箱准备:砂箱初次使用需要加热到160~240℃后,根据铸件规格选择相应的模具。造型:造型机进行造型,根据砂箱的规格切换相应的模具砂箱进行造型,覆膜砂在热芯盒中热固化。检查与合箱:翻转检查工位对造型后的砂箱进行检查,确保无缺陷后合箱。浇注:砂箱转送入浇注线进行浇注,铁水注入砂型中冷却凝固成铸件。冷却与开箱:浇注后的砂箱进行冷却,冷却后开箱机开箱,铸件及溃散的废砂自动脱落。清理与调温:振动清理上下箱中的残砂,砂箱调温后准备下一轮造型。辽宁省工业铁型覆砂线



